网站首页
关于我们
产品展示
新闻中心
技术支持
人才招聘
在线留言
联系我们
关于我们
太阳花散热器
坯料截面
产品成品图
铝型材外壳
功放散热器
拉手系列
不锈钢和其他铜零配件
联系我们
地址:佛山市三水区西南街金本洲边二村上坑公路边
手机:
传真:
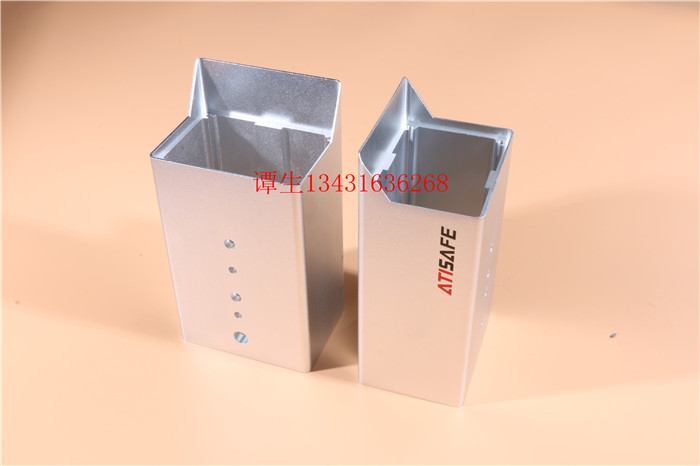
产品成品图
当前位置:
首页
> >
产品展示
>
产品成品图
87
详细介绍:
上一个:
88
下一个:
86
版权所有: 版权所有
备案号:粤ICP备15091269号
地址:佛山市三水区西南街金本洲边二村上坑公路边 电话: 技术支持:
一网天下